




Eiginleikar efnis
Gert úr kopar með miklum-hreinleika (eins og kopar, silfur-koparblendi), vegna mikillar varmaleiðni og mikillar-hitaþols, getur hann flutt hita fljótt. Innri veggurinn er oft húðaður með króm eða nikkel-undirstaða málmblöndu til að auka slitþol, tæringarþol sem veldur beinni snertingu á milli kopars og stáls.
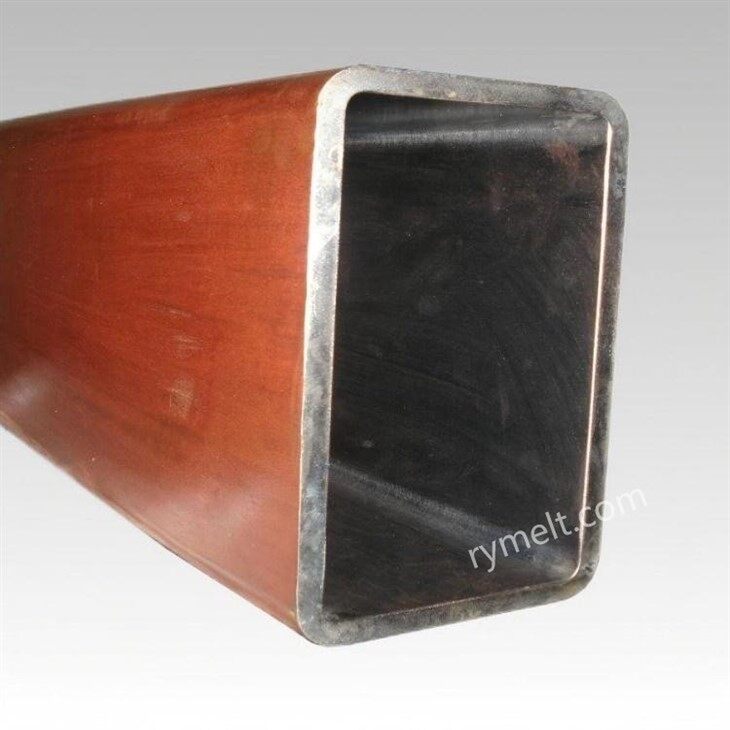
Byggingarhönnun
Taper hönnun: Innri holrúm koparrörsins er venjulega hannað sem öfug keila til að bæta upp fyrir rýrnun steypuplötunnar við storknun, draga úr loftbilinu og auka kælivirkni.
Kælivatnsrás: Ytri veggurinn er búinn spíralróp eða beinni gróp til að fjarlægja hita í gegnum-hraða vatnsrennsli og tryggja samræmda kælingu.
Umsóknarsviðsmynd
Aðallega notað í billet, billet, hellu og öðru samfelldu steypuferli, sem hefur bein áhrif á yfirborðsgæði og innri uppbyggingu steypunnar.
Algeng vandamál og áskoranir
Slit og klóra: Núningur milli billetsins og innri veggs koparrörsins leiðir til slits og þarf að athuga heilleika málunarinnar reglulega.
Hitaaflögun: Aflögun getur átt sér stað við langvarandi háan hita, sem hefur áhrif á víddarnákvæmni kútsins.
Húðflögnun: Húðflögnun mun flýta fyrir tæringu og stytta endingartíma koparröra.
Hreisturstífla: Óhreinindi í kælivatni setjast í hlaupana, sem dregur úr skilvirkni kælingar.
Efni og málun
Hár-leiðni súrefnis-frjáls kopar (OFHC): hreinleiki Stærri en eða jafn og 99,95%, hitaleiðni meiri en eða jafn 380 W / (m-K), viðnám gegn mýkingu hás-hitastigs, en slitþol er lélegt.
Silfur-koparblendi (Cu-Ag): bætið við 0,08~0,12% silfri, aukið háan-hitastyrk (20% aukning á styrk við 300 gráður), aðeins minni hitaleiðni (um 350 W/(m-K)).
Króm-sirkon kopar (Cu-Cr-Zr): inniheldur 0,5~1,2% Cr, 0,03~0,3% Zr, bæði hár styrkur (togstyrkur meiri en eða jafn og 350MPa) og hitaleiðni (320 W/(Km){0} hentugur fyrir stöðugan hraða{0}, steypa.
Innri vegg krómhúðun: þykkt 0,05 ~ 0,15 mm, hörku meiri en eða jöfn 800HV, ónæmur fyrir háhitaoxun og stálhreinsun.
Innri vegg nikkel-undirstaða málmhúðun (eins og Ni-Co eða Ni-Fe): þykkt 0,1~0,3 mm, seigja er betri en krómhúðun, betri viðnám gegn hitaþreytu.
Innri vegg samsett húðun: króm + nikkel tvöfaldur-laga húðun, að teknu tilliti til slitþols og hitaáfallsþols (há-notkun).
Nitrunarmeðferð: Auka yfirborðshörku koparröra til að draga úr upphafssliti.
Laserklæðning: staðbundin viðgerð á slitsvæðum til að lengja endingartíma.
Tilvísunarfæribreytur
Ferningur: algeng hliðarlengd 100~300mm, mjókkandi 0,6~1,2%/m.
Hringlaga billet: þvermál 150~400mm, mjókkandi 0,4~0,8%/m.
Plata: þykkt 150~300mm, breidd 1000~2000mm, mjókkandi 0,8~1,5%/m.
Lengd: venjulega 700 ~ 1200 mm, ákvarðað í samræmi við teiknihraða og storknunartíma.
Einföld taper: einföld línuleg taper, hentugur fyrir lágan teiknihraða eða lítinn hluta.
Multi-taper: Segmented breytileg taper (td tvöfaldur taper, fleygboga taper), aðlagast flóknu storknun rýrnun og bæta kælingu einsleitni.
Veggþykkt: 8 ~ 20 mm (fer eftir stærð og hitaálagi).
Trog dýpt kælivatns: 3~6mm, trogbreidd: 4~8mm.
Vatnsrennsli: 8~15m/s, vatnsþrýstingur: 0,6~1,2MPa.
Stálafköst: Almennt líf 3000 ~ 10000 tonn af stáli (fer eftir gæðum málunar og vinnsluskilyrða).
Leyfilegt slit: slit á innri vegghúðun. Það þarf að gera við minna en eða jafnt og 0,1 mm, skipta þarf um aflögun sem er meira en 0,3 mm.
Fyrirtækið okkar hefur mikla reynslu í framleiðslu og markaðssetningu á koparrörum, með faglegum tæknimönnum, í samræmi við þarfir viðskiptavina, framleiðslu og vinnslu.





